

Процедура обработки металлических поверхностей веществами, изолирующими их от агрессивного воздействия рабочих сред, приобретает сегодня все большую популярность.
Один из самых распространенных электрохимических методов защиты деталей – нанесение на них гальванических покрытий.
Гальванизация препятствует окислению и коррозии металлов, способствует повышению их твердости и износостойкости, улучшает эстетичный внешний вид.
Гальваническое покрытие способствует лучшей термоустойчивости металлических элементов, поэтому этот метод обработки широко применяется для деталей, эксплуатирующихся при повышенных температурах.
Гальванизацию активно используют в строительстве, авиа- и машиностроении, радиотехнической и электронной промышленности.
Схема реализации гальванического покрытия
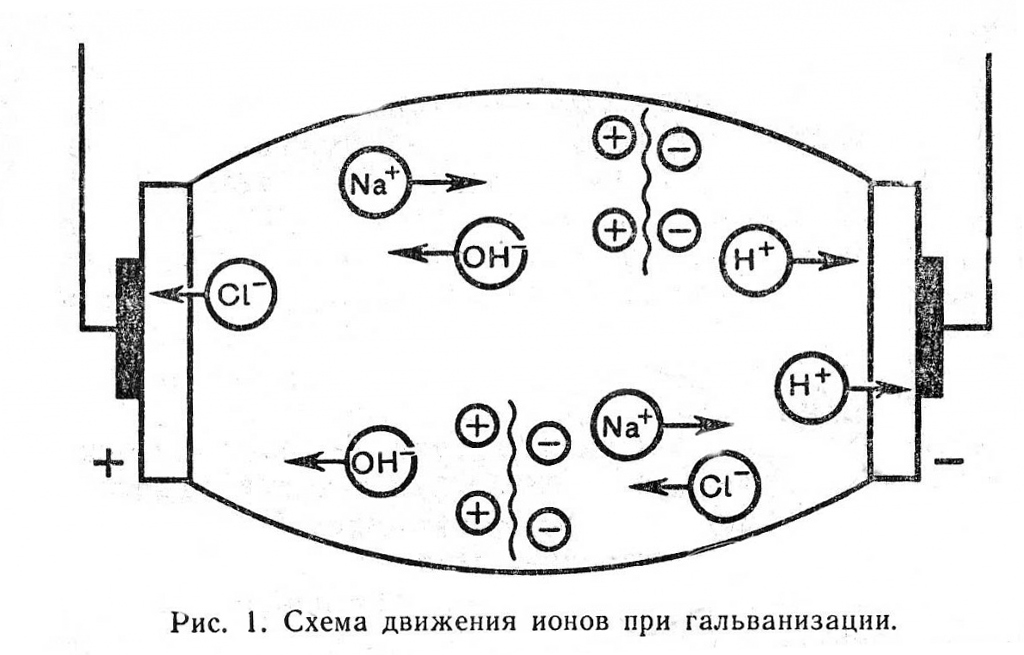
Процессы гальванизации впервые начал изучать русский физик Борис Якоби в 1836 году. Помещая различные металлы через электролитические солевые растворы, он наблюдал, как они распадались на ионы с отрицательными и положительными зарядами. Первые оседали на аноде, а вторые – на катоде (его роль в гальванике играют металлы, которые нуждаются в защите).
Перед нанесением гальванического покрытия поверхности должны быть правильно подготовлены.
 Для очищения и обезжиривания металлов существуют специальные средства, которые не вызывают их коррозии. Составы на основе органических растворителей, к примеру, Очиститель метала MODENGY, обеспечивают удаление загрязнений любой химической природы – нефтепродуктов, силиконов, консервационных средств, адсорбированных пленок газов и др. Такие средства не вредят экологии, испаряются быстро и без остатка.
Для очищения и обезжиривания металлов существуют специальные средства, которые не вызывают их коррозии. Составы на основе органических растворителей, к примеру, Очиститель метала MODENGY, обеспечивают удаление загрязнений любой химической природы – нефтепродуктов, силиконов, консервационных средств, адсорбированных пленок газов и др. Такие средства не вредят экологии, испаряются быстро и без остатка.
Гальваническое покрытие выделяет все недостатки поверхности, поэтому на ней не должно быть сколов, царапин, раковин. В связи с этим подготовка деталей к гальванизации в большинстве случаев не ограничивается их очисткой и обезжириванием, а включает также механические методы обработки (например, пескоструйный способ, шлифовку наждачной бумаги или с помощью специальных паст).
Схема реализации гальванического покрытия металла достаточно проста.
В емкость с раствором электролита помещается очищенная деталь, нуждающаяся в защите. На нее подается отрицательный заряд – таким образом деталь берет на себя роль катода. Металл, который в дальнейшем будет служить покрытием, заряжается положительно и принимает на себя функции анода. Электрическая сеть замыкается, металл анода переносится в среде электролита к отрицательно заряженному изделию (катоду) и создает на нем тонкую защитную пленку.
Это – анодный способ гальванизации. Гальваническая изоляция, полученная таким образом, первой воспринимает разрушительное воздействие коррозии, оставляя металл нетронутым.
Катодное напыление используется значительно реже, так как даже малейшее нарушение его целостности приводит к интенсивному разрушению металла (этому способствует сама технология покрытия).
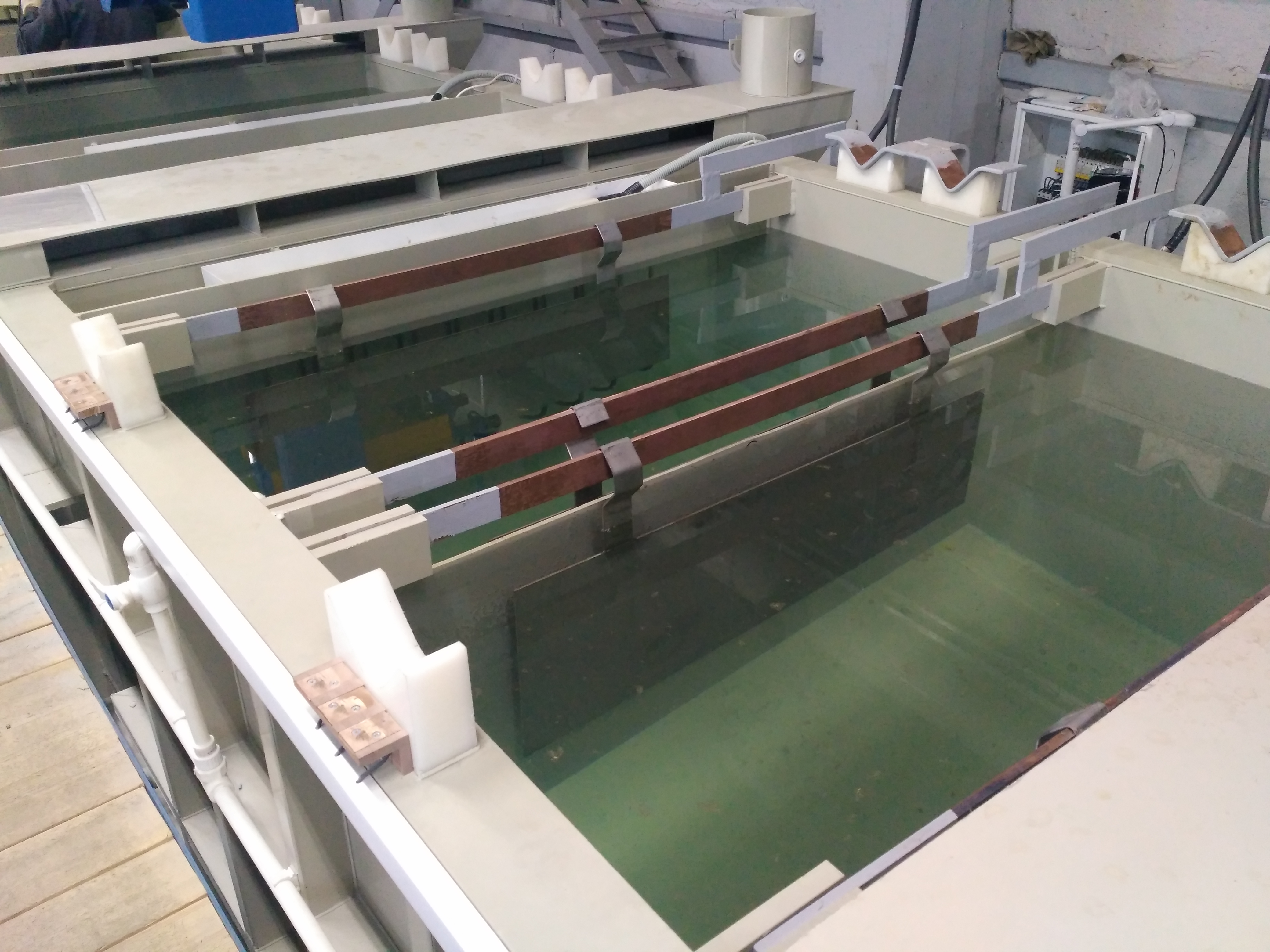
В зависимости от вида покрываемых изделий (их размера, конструкции и пр.), а также производственных задач гальванизация проводится разными способами.
Детали больших размеров обрабатываются навесу в объемных ваннах. Более мелкие элементы получают гальваническое покрытие в емкостях барабанного типа – отрицательный заряд в них подается на барабан, вращающийся в электролите. Для обработки очень мелких деталей (например, крепежа) используются колокольные ванны: они медленно вращаются, способствуя равномерному покрытию изделий защитным металлом.
От плотности тока, проходящего через электролит, во многом зависит структура формируемого осадка. Эта величина измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Необходимо помнить, что при слишком высокой плотности тока образуется большое количество порошковых отложений, негативно влияющих на качество покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Слой готового гальванического покрытия может иметь толщину от 6 до 20 мкр – она определяется особенностями участвующих в гальванизации материалов. Уровень адгезии металлического сплава с поверхностями определяется с помощью специальных тестов.
Разновидности гальванических покрытий
В зависимости от сфер применения готовых изделий на них наносят гальванические покрытия разных видов:
- Защитные: для изоляции металлических деталей от агрессивных сред и механических повреждений
- Защитно-декоративные: для защиты изделий от разрушения и повышения эстетичности их внешнего вида
- Специальные: для придания деталям улучшенных характеристик – повышенной износостойкости, твердости, магнитных или электроизоляционных свойств
В некоторых случаях гальванизированием восстанавливают первоначальный вида изделий после их длительной эксплуатации или хранения.
В зависимости от металлов, которые применяются в качестве покрытий, выделяют следующие типы гальванизации.
Омеднение
Покрытие металлов медным купоросом способствует повышению их прочности и улучшению токопроводящих качеств (омедненные металлы часто используются в производстве электропроводников).
Однако в связи с тем, что медное покрытие слабо противостоит коррозии и со временем окисляется, омеднение чаще всего является промежуточным процессом, предваряя другие наслоения.
Хромирование
Обработка металлов хромом повышает их прочность и устойчивость в условиях агрессивной внешней среды. Тонкая хромовая пленка обладает не только защитными, но и эстетическими качествами, что позволяет ей улучшать внешний вид поврежденных деталей и восстанавливать их первоначальные параметры.

Немного изменяя технологию хромирования, получают гальванические покрытия с различными параметрами и свойствами. Серое матовое покрытие увеличивает твердость металла, но не способствует его износоустойчивости. Блестящее обеспечивает и то, и другое. Пластичный слой молочного цвета придает поверхности эстетичный внешний вид, коррозионную устойчивость, но не упрочняет металл.
Цинкование
Тонкая пленка цинка придает металлам блеск, предотвращает образование окислов и коррозии.
По сравнению с горячим и холодным цинкованием, гальванический метод нанесения цинка позволяет добиться максимально точной толщины барьерного слоя, его отличного сцепления с металлом (на молекулярном уровне), идеально гладкой структуры и декоративности.
Покрытие цинкосодержащими составами особенно популярно в автомобильной и строительной индустрии. Цинком обрабатывают кузовы автомобилей, трубы, емкости, кровельные и опорные конструкции.
Никелирование
Слой никеля надежно защищает металлические детали от ржавчины, образующейся под воздействием внешней среды, а также от коррозии, вызванной химически агрессивными веществами – щелочами, кислотами, солями.
Никелированные изделия демонстрируют высокую устойчивость к истиранию и механическим повреждениям.
Латунирование
Гальваническое покрытие латунью применяют для защиты изделий от коррозии и их декоративной отделки.

Латунирование обеспечивает прочное сцепление деталей из стали и алюминия с резиной. Латунь повышает антифрикционные характеристики титана и некоторых сплавов.
Золочение и серебрение
Золото и серебро придают металлическим изделиям более привлекательный внешний вид, высокие отражающие свойства, защищают их от неблагоприятных внешних факторов, предотвращают коррозию, увеличивают твердость и улучшают токопроводящие качества.
Такое метод обработки нередко применяются в электротехнической, радиоэлектронной, а также ювелирной промышленности.
Родирование
Покрытие родием способствует высокой устойчивости деталей к химически агрессивным средам, а также их механической стойкости. Родирование придает изделиям декоративный вид, предотвращает окисление и тусклость серебряных предметов.
Гальваническое покрытие оловом
Гальванизация оловом применяется для алюминия, цинка, стали, меди. Этот материал придает металлическим деталям прочность и твердость.
Другие способы защиты металлов
Наряду с гальванизацией используется множество других методов обработки металлов в целях увеличения их прочности и коррозионной стойкости: закалка, чеканка, рекристаллизация, обкатывание, газопламенное напыление и др.
Сравнительно новым, но не менее эффективным способом защиты металлических деталей от разрушения под действием агрессивных внешних факторов является применение специальных антифрикционных покрытий (АФП).
По внешнему виду АФП напоминают краски, однако вместо пигментов содержат твердые смазочные вещества. На поверхностях они образуют тонкую сухую пленку с очень низким коэффициентом трения и высокой несущей способностью – особенно это важно для металлических деталей, подверженных воздействию экстремальных нагрузок, давлений и температур.
 Антифрикционные твердосмазочные покрытия (АТСП) выпускает российская компания Моденжи. Более 20 видов АТСП с добавлением дисульфида молибдена, поляризованного графита, политетрафторэтилена (ПТФЭ) и других твердых смазочных веществ, а также органических и неорганических связующих компонентов используются в самых различных промышленных отраслях, включая нефтедобычу, авиатехническую сферу, автомобилестроение и др.
Антифрикционные твердосмазочные покрытия (АТСП) выпускает российская компания Моденжи. Более 20 видов АТСП с добавлением дисульфида молибдена, поляризованного графита, политетрафторэтилена (ПТФЭ) и других твердых смазочных веществ, а также органических и неорганических связующих компонентов используются в самых различных промышленных отраслях, включая нефтедобычу, авиатехническую сферу, автомобилестроение и др.
Композиционный слой, который покрытия формируют на металлических деталях, представляет собой полимерную матрицу, в ячейках которой расположены высокодисперсные частицы твердых смазок. Они заполняют микронеровности поверхности, увеличивая ее опорную площадь и несущую способность.
АТСП характеризуются высоким сопротивление сжатию и малым сопротивлением сдвигу, поэтому коэффициент их сухого трения при контактных давлениях, соизмеримых с пределом текучести материала основы, насчитывает всего несколько сотых.
Твердосмазочные покрытия обладают высокими противозадирными свойствами и несущей способностью до 2500 МПа, работают при температурах от -200 °C до +560 °C. Благодаря технологии сухой нелипкой смазки АТСП эффективны в запыленных условиях. Они устойчивы к любым химически агрессивным средам, работоспособны даже в условиях вакуума и радиации.
